Combined SNCR and SCR
The technology:
Combined SNCR and SCR is not a new invention – far from it! In ScandeNOx’s founder worked on a pilot plant with this technology as early as in 1987.
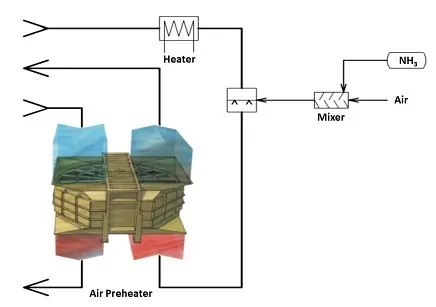
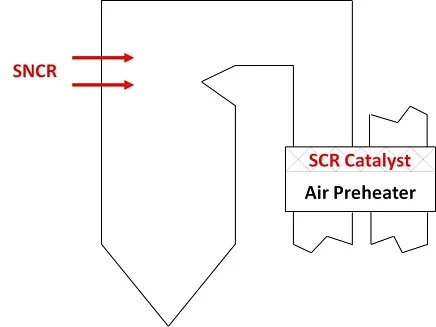
The first trials were conducted on a system with SCR catalyst installed in a rotating regenerative air preheater (Ljungström type), where the upper (hottest) 500 mm of heat exchange elements were replaced with catalyst modules.
The idea was to facilitate utilising the full potential of the SNCR technology by using an SCR catalyst to eliminate the ammonia slip. When the SNCR technology was new, the ammonia slip at high NOx reduction figures was often unacceptable due to the high SO2 concentration in the flue gas and consequent condensation of ammonium bisulphate.
By installing the catalyst in the air preheater, no reactor was needed, and costly downtime during installation could be greatly reduced. Since the catalyst replaced some of the heat exchange elements, the only operational cost caused by the catalyst was a slightly increased pressure loss, and an insignificantly reduced heat transfer potential.
The results
…may not seem impressive at a first glance, but the catalyst did in fact remove app. 90 % of the injected ammonia.
At district heating plant Boliden in Uppsala, Sweden, the following results were obtained with a urea-based SNCR system:

At this plant only 5 [ppmv, d, 0 % O2] of ammonia slip was permitted, so without a “Slip Brake”, only about 50 % NOx reduction could be achieved. With a catalyst to remove 90 % of the ammonia slip, the allowable slip from the SNCR system would be 50 [ppmv…] – so the NOx reduction by SNCR could be increased to some 65 – 70 %. Since the initial NOx concentration was low, the 45 [ppmv…] of ammonia removed by the catalyst would increase the over all NOx reduction to more than 90 %.
State of the art:
For a number of reasons it is not always possible to install the SCR catalyst in the air preheater.
At the power plant Fyriskraft in Uppsala, Sweden, the air preheater was turned “upside down” due to height restrictions – so the catalyst would have to be placed in the flue gas duct outside of the air preheater to reduce the mechanical stress on the modules and to facilitate cleaning of the heat exchange elements without having to take all elements out of the air preheater:
CFD & physical modelling of such systems is obviously crucial for the performance, so ScandeNOx uses leading modelling experts for this task and cooperates closely with the catalyst manufacturers.
ScandeNOx’s founder has worked with SN+CR technology since it was first introduced and has participated in the continued development of this technology ever since. As late as in the spring of 2010, he invented the SN+CR concept for cement plants presented below.
Solid cement know-how:
ScandeNOx’s founder and CEO was for a period of 9 years employed in the World’s leading manufacturer of cement plants, where he advanced to the position of Emissions Technology Manager and held the following subordinate positions:
-Chairman of the Monthly Group on Emissions -Head of the Emissions Technology Goup -Member of the R&D Steering Committee -Member of the Patent Evaluation Board
ScandeNOx’s founder thus has the necessary experience to advice our clients on virtually all emission related matters concerning cement plants.
Problems with raw meal derived ammonia emissions on a number of cement plants inspired him to combine the Slip Brake concept known from the power plant industry with the medium dust SCR technique recently tested in Italy.
The result was the SN+CR concept for cement plants shown in the right column:
SN+CR for cement plants:
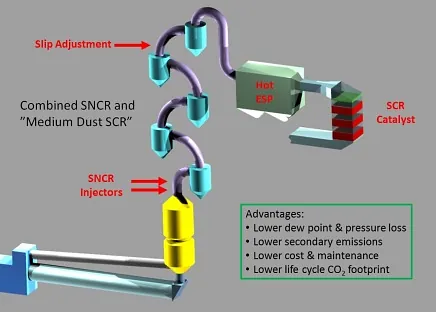
Since the raw materials absorb most of the ammonia slip when the raw mill is ON, the catalyst can often be installed in the raw mill bypass .
Ammonia in the flue gas inhibits the formation of Dioxins/Furans through the denovo synthesis, and the catalyst can burn out the Dioxins/Furans as well as VOC, TOC, PAH - and oxidize Mercury.
The oxidized Mercury is easier to capture in the dust filter and can thus largely be bled out of the system with the dust admitted to the cement mill.
The first plant:
Pilot plant for 10.000 Nm3/h of flue gas at power station Stigsnæsværket, DK:
The pilot plant treated real flue gas from the adjacent power station and could operate at different temperatures. The former Danish catalyst manufacturer Haldor Topsøe A/S supplied the catalyst which resembles corrugated card board – particularly suitable for the “orange boat” shaped catalyst modules.
The amount of catalyst was only about 20 % of what would be installed in a normal full scale SCR installation, but still the results were very promising:
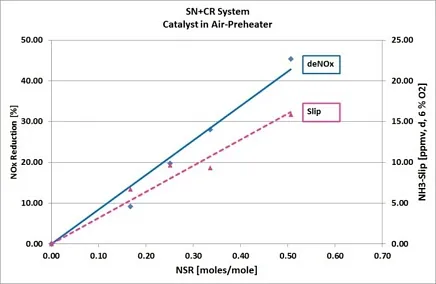
Above: achieved results with the deNOx pilot plant at Stigsnæsværket in Denmark. The catalyst in the air preheater removed 90 % of the incoming ammonia.
Below: pricipal diagram of a full scale installation in a 2½-draft utility boiler.
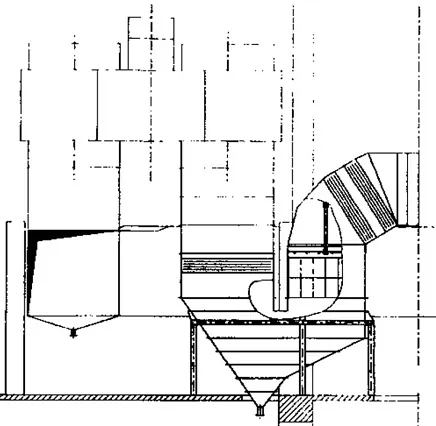
In some cases – like at Enakraft in Linköping, Sweden – the temperature in the air preheater is too low for the SCR catalyst, so the economiser has to be split in two to give room for a “Slip Brake”:

The latest results:
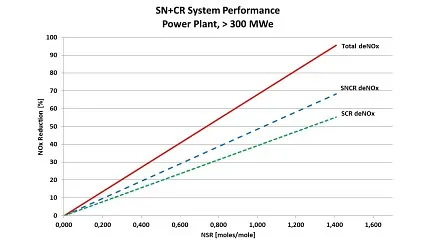
On a power plant in China, a NOx reduction in excess of 90 % could be achieved with a combined SNCR & SCR system.
Here our SNCR system consisted of 4 individually controllable injection levels to accomodate the full load range of the boiler. The lowermost level was equipped with an automatic retraction system, to protect inactive low load injectors during high load conditions.
The technical advantage of installing an SNCR system upstream of an SCR catalyst is, that the SNCR system reduces the NOx reduction required in the SCR catalyst - which reduces the required ammount of catalyst as well as the required ammount of ammonia upstream of the catalyst.
In an SN+CR system, the oxidation of SO2 to SO3 is thus smaller than in a conventional SCR system - and the upstream ammonia concentration is smaller - both of which limits the formation of ammonium bisulphate (ABS).
SN+CR systems can thus be the only technically possible solution in gasses containing high concentrations of SO2.