SNCR: Selective Non-Catalytic Reduction
The chemistry:
Nitrogen Oxide is one of the major air pollutants from power plants, cement plants and waste-to-energy plants.
Nitrogen Oxide in flue gases can be removed by selective reduction with ammonia or urea, whereby both NO and the injected chemical are converted into harmless water vapour and free Nitrogen gas – the major constituent of normal air:
4NO + 4NH3 + O2 => 4N2 + 6H2O
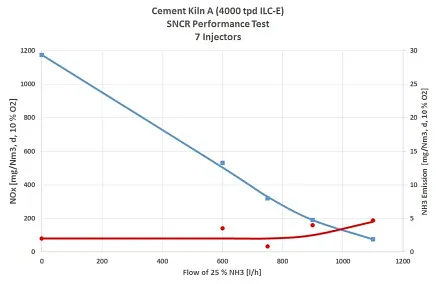
SNCR systems inject solutions of ammonia or urea in flue gas at temperatures of around 1000 °C. At these temperatures the reaction is fast enough for almost complete consumption of the injected chemical within the available time frame – without a catalyst to speed up the process.
Besides the above mentioned reaction, a large number of other reactions can however commence under these process conditions, and in practical applications most of the below reactions commence simultaneously:
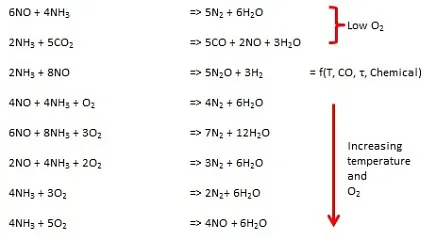
A thorough knowledge of the above reactions and of the prevailing process conditions is thus imperative for achieving the optimum performance of an SNCR system.
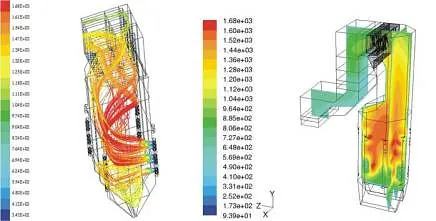
Our reagent injection systems are most often designed based on experience only, but in difficult cases CFD modelling is employed to optimise the design.
Maximum process efficiency:
SNCR systems from ScandeNOx achieve very high NOx reduction figures when the chemical most suited for the application is used.
ScandeNOx has comprehensive experience with both ammonia solution, urea solution and photographic waste water as reducing agents – and the process equipment to handle these.

Minimum reagent consumption:
For optimising the reagent utilisation and minimising secondary emissions, a perfect reductant injection system is crucial.
In ScandeNOx almost 30 years of experience with SNCR for power plants, waste-to-energy plants and cement kilns enable us to tailor optimum injection systems for the given application.
Modular design, easily customised:
SNCR systems from ScandeNOx are composed of standardised modules of proven concept built from high quality components from well reputed suppliers like Krohne, Siemens, Endress & Hauser etc.
Prior to dispatch the modules are leakage tested and connected to the control system for debugging and checking the basic automatic functions.
The control system is constructed and programmed for a large number of components and in most cases it only needs to be configured for the given plant. Customised systems composed of high quality modules can thus be supplied at short notice, and the commissioning work is greatly reduced – saving time and money for the Client.
All suplies from one source:
ScandeNOx offers the full range of mechanical and electronic equipment required for a complete SNCR system, as well as any assistance our Clients might desire – from initial studies to the final staff training. We can even help with civil design and authority approvals.
All industries served:
ScandeNOx’s SNCR expert has more than 35 years of experience with deNOx technology and has developed the prototype SNCR systems for the most prominent players in the Danish producers of power plants, cement plants and Waste-to-Energy plants - besides conducting numerous SNCR test, installation and optimisation projects on such systems as well as industrial boilers and process plants.
Storage systems:
For storage of solutions of urea or ammonia, ScandeNOx offers double- or single walled, horizontal or vertical non-pressurised vessels constructed from steel or FRP (fibre reinforced polyester) – complete with all necessary valves and instruments. The tanks are equipped to return displaced vapours to the road tanker during filling so that odour problems are completely avoided.

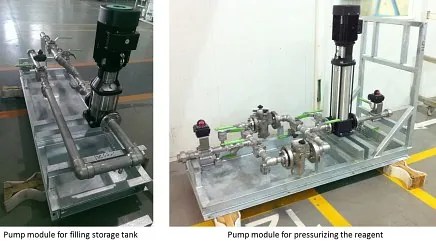
Transport & pressurising:
ScandeNOx offers all necessary pumping equipment for storage tank filling, tank to tank transfer and pressurising the reduction chemical for the dosing equipment. High quality Grundfos pumps are used, mounted in skids with all necessary valves and instruments for operation and service.
Dosing & distribution:
In large scale plants or plants requiring a large control range, dilution of the concentrated solution can be necessary to increase the impulse of the injected liquid or to get a good distribution of the chemical when small quantities are required. For such systems Mixing Modules are used for controlling the flows of reductant and dilution water.
In SNCR systems for cement plants and small scale industrial boilers concentrated solutions of ammonia or urea are injected in the flue gas without dilution. On such systems simple Dosing & Distribution Modules are used for controlling the amount of chemical used in a group of injectors.

Injection equipment:
Atomising air for the reagent injectors can be supplied from components placed in Dosing & Distribution Module as above, or in separate Injection Modules for local mounting.
ScandeNOx's standard injectors are high impulse twin fluid injectors with customizable tips constructed from a high temperature alloy.
The fluids are normally liquid reagent and pressurised air, but other combinations are possible as well - e.g. gaseous reagent and steam / inert gas.

On cement plants as above, Ø22 mm injectors are mounted in 5/4" peneration pipes.
For boiler applications, smaller injectors are available for installation through the fins between the boiler tubes.
Control system:
ScandeNOx's control systems consist of the following components:
- Local terminal boxes for individual modules or groups of instruments
- A main PLC Control Cabinet normally placed in the storage area
- A number of subordinate MCC’s placed near the injector groups they service
- A Human‐Machine Interface (HMI) module normally placed in the door of the PLC cabinet (or in the Central Control Room)
All MCC’s serve as power and network distribution cabinets and are equipped with bus connections for plugging in a HMI or a PC during service or maintenance.
Performance:
Our proprietary injection equipment of rugged construction ensures record-breaking performance and long service life.